 +86 13638632902
+86 13638632902 Jason@cleanroomequips.com
Jason@cleanroomequips.com MENU
MENUX
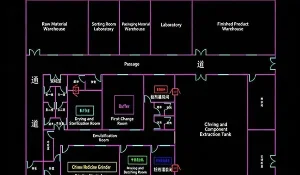
This project upgrades and renovates an existing old factory building into a GMP-compliant Class 100,000 (ISO Class 7) clean production workshop through scientific planning and professional construction. The project covers the entire process including clean HVAC systems, envelope structures, flooring, electrical controls, and validation services, successfully overcoming inherent challenges such as insufficient beam clearance and complex structural configurations.

Henan Baihuikang Biotech Co., Ltd. is a high-tech enterprise specializing in the R&D and production of functional biological products, health foods, and traditional Chinese medicine extracts. The company owns proprietary brands and multiple patented technologies, with products covering probiotic freeze-dried powders, composite peptides, nutritional enhancers, and more. To meet growing quality standards and capacity demands, Baihuikang decided to upgrade its existing ordinary plant into a GMP-compliant Class 100,000 clean production workshop, laying a solid foundation for subsequent health food GMP certification and export filing.
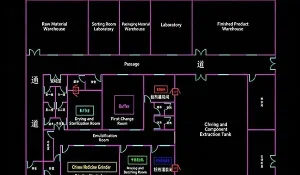
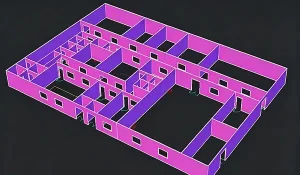
This project is an old-plant renovation EPC project, with Deiiang providing one-stop services from scheme design, equipment selection, cleanroom construction, to validation and handover. The original building had a floor-to-floor height of only 4.2m, with a minimum beam clearance of just 3.6m, and irregular column grid spacing, which posed significant constraints on the layout of large clean air ducts (800×320mm and above). In addition, the old concrete subfloor suffered from insufficient strength and hollowing risks, while large-area epoxy self-leveling flooring was prone to cracking. The Deiiang team successfully mitigated these risks through BIM-based MEP integration optimization, localized renovation and reinforcement, and a multi-layer penetrating flooring process. The final project passed third-party testing in a single attempt, with all parameters exceeding design values, earning high recognition from the client.

This project is entrusted to our experienced cleanroom construction team, which consists of 5 project managers, 15 engineers, and 40 skilled technicians. All team members hold relevant professional certifications and have undergone specialized training in cleanroom construction, thereby ensuring the project's high quality and timely completion.
Critical pain points: Existing building low ceiling height (only 3.6m lower beam), irregular column grid structure, and deteriorated concrete subfloor with cracking/ dusting issues – all threatened the 100,000-class cleanliness.
Deiiang technical response:
BIM positive design & duct reconfiguration: We converted main ducts into dual parallel smaller ducts, used flat ducts (only 250mm height) with turning vanes, maintaining overhead clearance >2.5m.
Custom modular cleanroom panels: Non-standard width rock wool sandwich panels precisely dimensioned to column spacing, reducing on‑site cutting; aluminum rounded corners eliminate dust traps.
Subfloor reinforcement: Full shot blasting + high‑penetration epoxy primer + anti-crack fiber layer to completely prevent reflection cracks and debonding.
The final design achieved 2.5m+ ceiling height, satisfying ergonomic operation and providing stable ISO 7 baseline.


Tight schedule, cross‑works and adjacent office areas demanded dust‑tight execution. Deiiang applied “Five Clean” management (Floor, Wall, Ceiling, Equipment, Air) and enclosed clean construction protocols.
Major construction challenges: 1,200㎡ large-area epoxy self‑leveling floor cracking risk; envelope sealing for differential pressure; poor adhesion on existing masonry walls.
Deiiang precise execution:
Multi-layer reinforced flooring: Grinding → high‑penetration epoxy primer → anti‑crack mortar + fiberglass mesh → 2mm conductive epoxy middle coat → anti‑static PU finish. After 72h curing, Shore hardness ≥80, zero cracks, with ESD compliance.
Hygienic seamless sealing: Tongue-and-groove panels + dedicated sealant + aluminum cover strips. All internal corners use R≥30mm aluminum curved profiles, external corners with coated aluminum protectors. FFU/Laminar diffusers sealed with gel‑track system (leakage <0.01%).
On‑site protection & daily cleaning: Industrial vacuum cleaning every shift; weekly sedimentation bacteria monitoring; client’s high‑value instruments wrapped with PE film and relocated to temporary protected zone with signed risk agreement.
The result: a robust, easy‑to‑clean monolithic envelope that fully meets GMP sanitary requirements.


Deiiang provided internal dynamic testing and assisted Baihuikang to pass third‑party authoritative certification (SGS & Henan Cleanroom Association).
Strict GMP validation protocol (DQ/IQ/OQ/PQ):
DQ (Design Qualification): Reviewed BIM model, air change rates and pressure gradient layout.
IQ (Installation Qualification): HEPA filter integrity, panel joints, door interlock, electric wiring.
OQ (Operational Qualification): Air velocity, air changes, temperature/humidity control, pressure cascade (core area ≥15Pa relative to corridor, buffer ≥10Pa).
PQ (Performance Qualification): 3‑day dynamic monitoring for airborne particles, settling/viable microbes, surface contamination under simulated production.
Outstanding results:
Air changes: Design ≥18 ACH, tested average 21.5 ACH; air imbalance rate <8%.
Pressure differential: Clean corridor vs. non‑clean area stabilized at 18~22Pa; inter‑room differential >10Pa.
Particle counts: ≥0.5μm average ~980,000 particles/m³ (well below Class 100k limit).
Microbial control: Settling bacteria average 3 CFU/plate, better than requirement.
All HEPA filters passed leak test; temp ±0.8°C / RH ±3% during continuous operation.
Final acceptance score: high pass — achieved Deiiang's double‑goal: “one‑time installation/commissioning success & one‑time certification pass”.
| Parameter | Design/Requirement | Achieved Value |
|---|---|---|
| Air changes per hour | ≥18 ACH | 21.5 ACH (avg) |
| ≥0.5μm particles (max) | ≤3,520,000 pcs/m³ | ~980,000 pcs/m³ |
| Pressure cascade (core vs corridor) | ≥10 Pa | 18~22 Pa stable |
| Settling bacteria | ≤10 CFU/plate | 3 CFU/plate |
| Temperature control | 22±2°C | ±0.8°C fluctuation |
| Relative humidity | 50±5% | ±3% setpoint variation |

